






 {{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}

 Vertikale freser
Vertikale freser
 Flereakseløsninger
Flereakseløsninger
 Dreiebenker
Dreiebenker
 Horisontale freser
Horisontale freser
 Roterende enheter og indekseringsenheter
Roterende enheter og indekseringsenheter
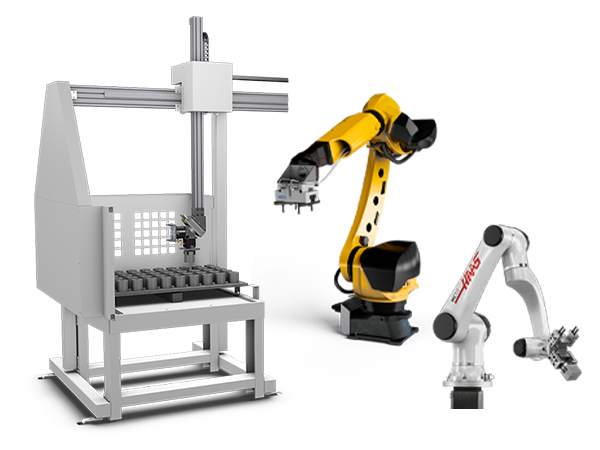 Automasjonssystemer
Automasjonssystemer
 Stasjonære maskiner
Stasjonære maskiner
 Butikkutstyr
Butikkutstyr
Et Haas fabrikkutsalg (HFO) kan svare på spørsmålene dine, og ta deg gjennom de beste alternativene dine.
CONTACT YOUR DISTRIBUTOR > Spindler
Spindler
 Verktøyvekslere
Verktøyvekslere
 4.- | 5. akse
4.- | 5. akse
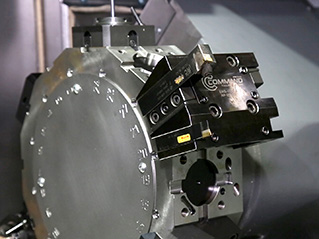 Revolverhoder og direkteverktøy
Revolverhoder og direkteverktøy
 Probing
Probing
 Håndtering av spon og kjølevæske
Håndtering av spon og kjølevæske
 Haas-kontrollen
Haas-kontrollen
 Produktalternativer
Produktalternativer
 Verktøy og oppspenning
Verktøy og oppspenning
 Arbeidsoppspenning
Arbeidsoppspenning
 Løsninger med 5-akse
Løsninger med 5-akse
 Automatisering
Automatisering
Et Haas fabrikkutsalg (HFO) kan svare på spørsmålene dine, og ta deg gjennom de beste alternativene dine.
CONTACT YOUR DISTRIBUTOR >

Haas-maskiner er utstyrt med et system med lukket sløyfe for å kontrollere aksebevegelse. Nedenfor er hovedkomponentene:
| Prosedyre | Beskrivelse |
| Kuleskrue – Vertikal akse – Utskifting | Denne prosedyren forklarer hvordan du bytter Z-aksens kuleskrue på den vertikale fresen. |
| Kuleskrue – Flekskopling – Utskifting | Denne fremgangsmåten viser hvordan du skifter ut den fleksible koblingen i en horisontal kuleskrue. |
| Prosedyre | Beskrivelse |
| VMC – Z-akse – Servomotor – Utskifting | Denne fremgangsmåten forteller deg hvordan du bytter servomotor på den vertikale aksen. Denne fremgangsmåten gjelder hvis en VMC Y-akse, VMC Z-akse og dreiebenk X-akse ikke er utstyrt med motvekt og har en solid kopling. |
| Prosedyre | Beskrivelse |
| Ballbaranalyse – Hurtigkontrollmodus | Denne prosedyren forteller deg hvordan du utfører en ballbaranalyse. Denne prosedyren bruker Renishaw ballbar-programvareversjon 4 og 5. Denne prosedyren bruker Hurtigkontroll modus. |
| Ballbar – QC20-W – Analyse | Denne prosedyren forteller deg hvordan du utfører en Renishaw QC20-W ballbaranalyse. QC20-W ballbar bruker en Bluetooth-tilkobling for å sende de målte dataene til datamaskinen. |
| Renishaw ballbartest – Plottolkning – Freser | Dette dokumentet har eksempler på ballbar-plotter fra maskiner med ulike geometriske, dynamiske og testmaskinvarefeil. |
| Prosedyre | Beskrivelse |
| VMC – Kuleskrue – Testing av vendefeil – NGC | Denne fremgangsmåten forteller deg hvordan du utfører en test for aksevendefeil på X-, Y- og Z-aksene til en vertikal fres. |
| Prosedyre | Beskrivelse |
| Prosedyre for akse-rutenettoffset – NGC | Denne prosedyren vil vise deg hvordan du stiller inn rutenettoffset på en akse-servomotor. |
Last ned og fyll ut sjekklisten for inspeksjonsrapport for servomoter nedenfor før du bytter ut deler.
{{ } }}
{{ } }}
Advarsel: Når du gjør vedlikehold eller reparasjon på CNC-maskiner og deres komponenter, må du alltid følge grunnleggende sikkerhetsforanstaltninger. Dette reduserer risikoen for personskader og mekaniske skader.
Fare: Før du begynner å arbeide inne i kontrollkabinettet, må høyspenningsindikatorlampen 320V Power Supply / Vector Drive ha vært slått av i minst 5 minutter.
Noen serviceprosedyrer kan være farlige eller livstruende. Ikke prøv en prosedyre som du ikke fullt ut forstår. Hvis du er i tvil om du bør gjøre en prosedyre, kontakt diyy Haas-fabrikkutsalg (HFO) og planlegg et servicebesøk.
| Symptom | Sannsynlige årsaker | Korrigerende tiltak |
Alarm 1.9918, 2.9918 eller 3.9918 X- , Y- eller Z-AKSE SERIELL ENKODER INTERN DATAFEIL Alarm 1.9922, 2.9922 eller 3.9922 X-, Y- eller Z- AKSEBEVEGELSESKANALFEIL OPPDAGET Alarm 1.9923, 2.9923 eller 3.9923 X-, Y- eller Z-AKSEPROGRAMVARE OPPDAGET ENKODERFEIL Alarm 1.9930, 2.9930 eller 3.9930 X-, Y- eller Z-AKSE SERIELL ENKODER DÅRLIG KOMMUNIKASJON Alarm 1.9959, 2.9959 eller 3.9959 X, Y- eller Z-AKSE SERIELL ENKODER FRAKOBLET Alarm 1.9948, 2.9948 eller 3.9948 X-, Y- eller Z-AKSE SEKUNDÆR ENKODER SERIEFEIL Alarm 1.9949, 2.9949 eller 3.9949 X-, Y- eller Z-AKSEPROGRAMVARE OPPDAGET SEKUNDÆR ENKODERFEIL Alarm 1.9950, 2.9950 eller 3,9950 X-, Y- eller Z-AKSEPROGRAMVARE OPPDAGET SEKUNDÆR ENKODERFEIL Alarm 1.9951, 2.9951 eller 3.9951 X-, Y- eller Z-AKSE SEKUNDÆR ENKODER SERIEKOMMUNIKASJONSFEIL Alarm 1.9960, 2.9960 eller 3.9960 X-, Y- eller Z-AKSE SEKUNDÆR ENKODER SERIEKABELFEIL |
Maskinens programvare er utdatert. |
Alarmen er foreldet Ny alarm for enkoderfeil oppdatert i programvare. Oppdater til nyeste versjon 100.21.000.1130 eller høyere; Lagt til alarmer 9719 og 9720 for enkoderfeiloppdagelse på Mocon primære og sekundære akser. |
Alarm 1.9719, 2.9719 eller 3.9719X-, Y- eller Z-AKSE PRIMÆR ENKODER SERIEFEIL Alarm-underkode (0x1) Enkoderdatafeil = (Alarm 9918 SERIELL ENKODER INTERN DATAFEIL) |
Måleverdigiversignalene påvirkes av støy fra høye strømkabler. Defekt servomotor-enkoder. |
Referer til delen Kommunikasjonsfeil i seriedata / elektrisk støy nedenfor. Kontroller servomotoren for kjølevæskeinntrenging. For VMC-maskiner kan nye servomotorkabler bestilles for å redusere kjølevæskeinntrenging. Se HBC-N 03-13-25. |
Alarm 1.9719, 2.9719 eller 3.9719 X-, Y- eller Z-AKSE PRIMÆR ENKODER SERIEFEIL Alarm-underkode (0x2) Enkoder intern akse feil 1 = (alarm 9922 BEVEGELSESKANALFEIL OPPDAGET) |
(Bevegelseskanalen har rapportert en intern feil av en type som ikke gjenkjennes av kontrollen) |
Slå strømmen på maskinen av og på igjen. Hvis problemet vedvarer, ta en feilrapport (Shift F3) og send på e-post til Haas Service |
Alarm 1.9719, 2.9719 eller 3.9719 X-, Y- eller Z-AKSE PRIMÆR ENKODER SERIEFEIL Alarm-underkode (0x3) Enkoder intern akse feil 2 = (alarm 9923 PROGRAMVARE OPPDAGET ENKODERFEIL) |
(Programvaren har rapportert en intern feil av en type som ikke gjenkjennes av kontrollen.) |
Slå strømmen på maskinen av og på igjen. Hvis problemet vedvarer, ta en feilrapport (Shift F3) og send på e-post til Haas Service |
Alarm 1.9719, 2.9719 eller 3.9719 X-, Y- eller Z-AKSE PRIMÆR ENKODER SERIEFEIL Alarm-underkode (0x4) Enkoder CRC-feil = (alarm 9930 SERIELL ENKODER DÅRLIG KOMMUNIKASJON) |
Enkodersignalene påvirkes av støy fra høystrømkabler. |
Referer til delen Kommunikasjonsfeil i seriedata / elektrisk støy nedenfor. |
Alarm 1.9719, 2.9719 eller 3.9719 X-, Y- eller Z-AKSE PRIMÆR ENKODER SERIEFEIL Alarm-underkode (0x5) Enkoderkabelfeil = (alarm 9959 SERIELL ENKODER FRAKOBLET) |
(Kablene er ikke riktig tilkoblet eller måleverdigiveren er defekt.) | (Inspiser kablene og kontaktene. Referer til avsnittet Hovedprosessor/enkoderkabel nedenfor.) |
Alarm 1.9720, 2.9720 eller 3.9720 X-, Y- eller Z-AKSE PRIMÆR ENKODER SERIEFEIL Alarm-underkode (0x1) Enkoderdatafeil = (alarm 9948 SERIELL ENKODER INTERN DATAFEIL) |
Skaleringssignalene påvirkes av støy fra høystrømkabler. (Feil målestav, konfigurasjonsfilproblem, feil motortype eller feil skaleringstype.) |
Referer til delen Kommunikasjonsfeil i seriedata / elektrisk støy nedenfor. (Kontroller skalaenkoder for kjølevæske.) |
Alarm 1.9720, 2.9720 eller 3.9720 X-, Y- eller Z-AKSE PRIMÆR ENKODER SERIEFEIL Alarm-underkode (0x2) Enkoder intern akse feil 1 = (alarm 9949 PROGRAMVARE OPPDAGET ENKODERFEIL) |
(Bevegelseskanalen har rapportert en intern feil av en type som ikke gjenkjennes av kontrollen) | Slå strømmen på maskinen av og på igjen. Hvis problemet vedvarer, ta en feilrapport (Shift F3) og send på e-post til Haas Service |
Alarm 1.9720, 2.9720 eller 3.9720 X-, Y- eller Z-AKSE PRIMÆR ENKODER SERIEFEIL Alarm-underkode (0x3) Enkoder intern akse feil 2 = (alarm 9950 PROGRAMVARE OPPDAGET SEKUNDÆR ENKODERFEIL) |
(Programvaren har rapportert en intern feil av en type som ikke gjenkjennes av kontrollen.) |
Slå strømmen på maskinen av og på igjen. Hvis problemet vedvarer, ta en feilrapport (Shift F3) og send på e-post til Haas Service |
Alarm 1.9720, 2.9720 eller 3.9720 X-, Y- eller Z-AKSE PRIMÆR ENKODER SERIEFEIL Alarm-underkode (0x4) Enkoder CRC-feil = (alarm 9951 SEKUNDÆR SERIELL ENKODER KOMMUNIKASJONSFEIL ) |
(Målestavsignalene påvirkes av støy fra høye strømkabler.) | (Referer til delen Kommunikasjonsfeil i seriedata / elektrisk støy nedenfor.) |
Alarm 1.9719, 2.9719 eller 3.9719 X-, Y- eller Z-AKSE PRIMÆR ENKODER SERIEFEIL Alarmunderkode (0x5) Enkoderkabelfeil = (alarm 9960 SEKUNDÆR SERIELL ENKODERKABELFEIL ) |
(Kablene er ikke riktig tilkoblet eller målestav er defekt.) | (Inspiser kablene og kontaktene. Referer til avsnittet Hovedprosessor/enkoderkabel nedenfor.) |
| Alarmer 1.161, 2.161, 3.161 X-, Y- eller Z-AKSEDRIFTSFEIL |
Defekt servoforsterker. | Kontroller den korresponderende forsterkerenheten. Referer til Servoforsterker – Feilsøkingsveiledning for å feilseøke forsterkeren. |
| Alarm 1.217, 2.217, 3.217 X-, Y- eller Z-AKSE FASEINNDELINGSFEIL | Kablene er ikke riktig tilkoblet | Undersøk kablene og kontaktene. Referer til avsnittet Hovedprosessor/enkoderkabel nedenfor. |
| Feil type motor er installert. | Kontroller at riktig motortype er installert. (Sigma-5 eller Sigma-7) | |
| Alarm 1.645, 2.645, 3.645 JORDINGSFEIL I X-, Y- eller Z-AKSEFORSTERKER | Feil strømkabel. | Inspiser kablene og kontaktene. Referer til avsnittet Strømkabel nedenfor. |
| Defekt servomotor. | Sjekk den tilsvarende servomotoren. Referer til Servomotor-avsnittet nedenfor. | |
| Alarm 1.993, 2.993, 3,993 KORTSLUTNING I X-, Y- eller Z-AKSE | Feil strømkabel. | Inspiser kablene og kontaktene. Referer til avsnittet Strømkabel nedenfor. |
| Defekt servomotor. | Sjekk den tilsvarende servomotoren. Referer til Servomotor-avsnittet nedenfor. | |
Alarm 1.103, 2.103, 3.103 X-, Y- eller Z-AKSESERVOFEIL FOR STOR Alarm 1.9920, 2.9920, 3.9920 POSISJONSFEIL FOR STOR I X, Y eller Z |
Måleverdigiversignalene påvirkes av støy fra høye strømkabler. eller måleverdigiveren er defekt. | Refeerer til Kommunikasjonsfeil for serielle data / Elektrisk støy avsnittet nedenfor. Kontroller enkodertrinn/revolusjon versus kuleskrue pitch og verifiser at enkoderttellinger er nøyaktig per hver rotasjon. |
| Aksens motorbremse frigjøres ikke når servoer er aktivert. | Se avsnittet Motorbrems nedenfor: | |
| Aksen kuleskrue er skadet. | Kontroller den korresponderende aksens kuleskrue . Referer til Kuleskrue – Feilsøkingsveiledning for å feilsøke kuleskrue. |
|
| Feil strømkabel. | Inspiser kablene og kontaktene. Referer til avsnittet Strømkabel nedenfor. | |
| Feiljustert kuleskrue på grunn av et krasj | Verifiser at kuleskruen er justert, referer til Kuleskrue – Feilsøkingsveiledning for mer informasjon om hvordan du justerer kopleren på nytt MERKNAD: Verifiser at strømkabelen ikke er defekt før du forsøker å justere motorkoplingen. |
|
| Alarm 103 AKSE-SERVOFEIL FOR STOR, under nullreturneringsprosessen. Nullaksen returnerer i feil retning. | Hjemsensoren som gjøres under nullreturprosessen forårsaker at aksen til å nullklarere i motsatt retning. | Sjekk aksens hjembryter for å forsikre at det ikke er metallspon på sensoren. |
| Alarm 552 UTLØST STRØMBRYTER (på UMC-1000) | Skadet ledningskabelrør og ledninger i kabelrør | Fjern bakpanelet. Inspiser ledningskabelrøret. Hvis det er skadet, kontakt Haas Serviceavdeling for å få hjelp. |
| Maskinens servoer lager en summingstøy mens den sitter stille, jogger eller på en rask. | Aksens rutenettoffset må justeres. | Utfør prosedyren for justering av Akserutenettforskyvning. |
| Kuleskruen er ikke justert. | Verifiser at kuleskruen ikke fester seg under bevegelse og at den er riktig justert. | |
| Utdaterte parametere. | Last ned de nyeste konfigurasjonsfilene. Hvis aksens servo fortsetter å summe, kontakt ditt lokale Haas fabrikkutsalg for mer feilsøkingsinformasjon. | |
| Alarm 9804 240 VAC JORDINGSFEIL genereres når jeg nullreturnerer en akse. |
Det er en kortslutning på kabelen eller motoren. | Kontroller om det er en kortslutning på den tilsvarende servomotoren og kabelen. Se på videoene for servo-strømkabel og motorinspeksjon. Merknad: Hvis alarmen genereres på en ST-maskin når A-aksen er nullreturnert, må LT-aksekabelen og motoren også sjekkes for en kortslutningstilstand. |
| Alarm 9804 240 VAC JORDINGSFEIL OG/ELLER Alarm 993 KORTSLUTNING OG/ELLER Alarm 103 AKSE-SERVOFEIL FOR STOR |
Det kan være kjølevæskeinntrengning på aksens servomotor. | Inspiser motoren for inntrenging av kjølevæske. For VMC-maskiner kan nye servomotorkabler bestilles for å redusere kjølevæskeinntrenging. Se HBC-N 03-13-25. Hvis motoren skiftes ut på grunn av kjølevæskeinntrenging, sørg for å bestille aksens servomotormonteringsdeksel for motorer som har den støpte motormonteringen. Se til VF/VR – X/Y-motormonteringsdeksel – Referansedokument for å verifisere motormonteringer og tilhørende deksler. Dette dokumentet inneholder også delenumrene for bestilling. |



Sigma-5 servomotorer, ikke-kontakt enkodere utgang serielle datasignal til kontrollen. Hvis det serielle datasignalet mangler eller blir upålitelig, vil kontrollen generere en kommunikasjonsfeil for seriell data. Elektrisk støy kan føre til at det serielle datasignalet fra enkoderen blir upålitelig og forårsaker falske alarmer. Følg feilsøkingsveiledningen nedenfor for å bidra til å eliminere støyen i systemet.
For en 40HK vektor med 6 ledninger [1] bruk ferrite P/N 64-1254.
For en 40HK vektor med 3 ledninger [2] bruk ferrite P/N 64-1252.
For en 20HK vektorstyring med 6 eller 3 ledninger [3,4] bruk ferrite P/N 64-1252.

Korrigerende tiltak:
Undersøk kontakten [1] på Maincon. Kontroller at den ikke er skadet.
Undersøk kabelen. Se etter tegn på skade eller stivhet. Kontakten [4] har to kapslinger [2,3] for kabelpinnene.

Hvis pinnene har blitt skjøvet inn i motoren, må du skifte ut motoren og kabelen samtidig.
Kontroller at kabelen er godt festet i begge ender. Sett på igjen begge tilkoblingene. Kontroller at kabelen er installert i riktig kontakt på Maincon eller MOCON PCB.
Inspiser kontakten på motoren, se etter løse tilkoblinger mellom motoren og kabelen eller mellom kabelspadeterminalene til forsterkeren. Kontroller for kontaktforurensning.
For VMC-maskiner kan nye servomotorkabler bestilles for å redusere kjølevæskeinntrenging. Se HBC-N 03-13-25.
MERKNAD: Trekk forsiktig i kablene når du ser etter løs forbindelse på forsterkersiden. Hvis du trekker i kablene med overdreven kraft, kan det skade dem.

Se etter tegn på skade og stivhet på kabelen og kontakten. Koble strømkabelen fra forsterkeren og motoren. Mål motstanden fra ben til ben (rød, hvit, svart ledning) og fra ben til jord (grønn/gul ledning). Forsikre at målingem resulterer i en åpen tilkobling. Referer til tabellen nedenfor som en referanse.
MERKNAD: Hvis maskinen opplever periodiske kortslutningsalarmer, flytter du aksen til stedet der kabelen vil bli bøyd mest før du utfører denne testen. Dette kan forbedre sannsynligheten for å finne en intermitterende kortslutning.
| Referansetabell for ledningsnett for servo-strømkabel | |||
| Funksjon | Farge | Motorende | Forsterkerende |
| Fase A | Rød | A | Spade |
| Fase B | Hvit | B | Spade |
| Fase C | Svart | C | Spade |
| Chassisjording | Grønn/gul | D | Ring |
| Flette | Flette | Ikke tilkoblet | |

Utfør en kontinuitetstest mellom jordledningen og den flettede skjermen. Hvis den ikke består kontinuitetstesten, er kabelskjoldet kompromittert.
MERK: Hvis maskinen opplever periodiske kortslutningsalarmer, flytter du aksen til stedet der kabelen vil bli bøyd mest før du utfører denne testen. Dette kan forbedre sannsynligheten for å finne en intermitterende kortslutning.

Kontroller hvert bein fra den ene enden av kabelen til det tilsvarende beinet på den andre enden av kabelen for kontinuitet. Referer til tabellen ovenfor for ledningsnettreferanse. Hvis det er en åpen forbindelse, er det et problem med kabelen.
MERK: Hvis maskinen opplever periodiske kortslutningsalarmer, flytter du aksen til stedet der kabelen vil bli bøyd mest før du utfører denne testen. Dette kan forbedre sannsynligheten for å finne en intermitterende kortslutning.

Bruk følgende feilsøkingsdiagram for å avgjøre om motoren, forsterkeren eller kabelen er defekt.
Når Alarm 993 KORTSLUTNING oppstår, kobler du aksens strømkabel fra motoren. Trykk på [RESET] og jogg aksen.
Hvis Alarm 103 AKSESERVOFEIL FOR STOR oppstår, er motoren defekt. Hvis en annen Alarm 993 KORTSLUTNING oppstår, er kabelen eller forsterkeren defekt.
For å avgjøre om kabelen eller forsterekeren er defekt, koble aksens strømkabel fra motoren og forsterkeren. Trykk på [RESET] og jogg aksen.
Hvis alarm 993 KORTSLUTNING genereres, er forsterkeren defekt. Hvis Alarm 103 AKSESERVOFEIL FOR STOR genereres, er kabelen defekt.

Korrigerende tiltak:
Koble fra og inspiser strømkabelen på motorsiden. Verifiser at motorkontaktene ikke er forurenset, kjølevæskeforurensning kan generere feilalarmer på stasjonen og skade forsterkeren. Verifiser at kabelen også er koblet til den korresponderende forsterkeren.
For VMC-maskiner kan nye servomotorkabler bestilles for å redusere kjølevæskeinntrenging. Se HBC-N 03-13-25.
Mål motstanden fra pinnene merket A, B og C ved motorkontakten til chassisjordingen.
Utfør en kontinuitetstest fra jordingspinnen og chassisjordingen. Multimeteret skal pipe eller lese mindre enn 1 ohm motstand for kontinuitet, ellers er det en kortslutning i motoren. Mål motstanden mellom pinnene merket A, B og C, referer til tabellen nedenfor for motstandsverdiene.
MERKNAD: Nominell viklingsmotstand er lagt til tabellen for testmetoden med 4 ledninger, når du bruker et multimeter, bruk den typiske motstandsverdikolonnen for de forventede verdiene.

DC-1 30-kon - verktøykarusellmotor uten brems
Viktig: Maskiner bygget før 3/1/2025 vil ha motoren uten bremsen.
DC-1-motor for verktøykarusell er en sigma7-motor med størrelse 04. Kryssreferansen mellom kontaktene for fasene ser annerledes ut enn andre aksemotorer.
Dette bildet viser kontaktens stifter:
MERK: Gnd -stiften [1] skal være lengre enn de andre stiftene du ser på bildet.
MERKNAD: Nominell viklingsmotstand er lagt til tabellen for testmetoden med 4 ledninger, når du bruker et multimeter, bruk den typiske motstandsverdikolonnen for de forventede verdiene.
Motortype |
Haas PN |
MPN |
Motorstørrelse |
Nominell viklingsmotstand (Ohm) |
Typisk DMM-målt viklingsmotstand (ohm) |
Sigma-5 |
62-10011/ 62-10010 |
SGMGV-09ADA-HA11/ SGMGV-09ADA-HA21 |
9 |
0,894 |
0,9 |
62-10013/ 62-10012 |
SGMGV-13ADA-HA11/ SGMGV-13ADA-HA21 |
13 |
0,554 |
0,6 |
|
62-10015/ 62-10014 |
SGMGV-20ADA-HA11/ SGMGV-20ADA-HA21 |
20 |
0,291 |
0,4 |
|
62-0101/ 62-10027 |
SGMSV-30ADV-YA11/ SGMSV-30ADA2E |
30 |
0,179 |
0,3 |
|
Sigma 7 |
62-0127B |
SGM7A-02AFK-HA21 |
2 |
6,5 |
6,6 |
| 62-4445 | SGM7A-04A7D61 | 4 | 4,3 | 4,2 | |
62-0117/ 62-0124 |
SGM7G-09AFA-HA11/ SGM7G-09AFA-HA21 | 9 | 0,882 | 1,0 | |
62-0119/ 62-0118 |
SGM7G-13AFA-HA11/ SGM7G-13AFA-HA21 |
13 |
0,557 |
0,6 |
|
62-0120/ 62-0123 |
SGM7G-20AFA-HA11/ SGM7G-20AFA-HA21 |
20 |
0,286 |
0,4 |
|
62-0122/ 62-0121 |
SGM7G-30AFB-HA11/ SGM7G-30AFB-HA21 |
30 |
0,177 |
0,2 |
|
Mitsubishi J5 |
62-0138/ 62-0141 |
HK-ST102WK-S101212/HK-ST102WBK-S101212 |
9 |
1,254 |
1,4 |
62-0137/ 62-0140 |
HK-ST172WK-S101212/ HK-ST172WBK-S101212 |
13 |
0,807 |
0,9 |
|
62-0142/ 62-0139 |
HK-ST202AWK-S101212/ HK-ST202AWBK-S101212 |
20 |
0,558 |
0,7 |
|
Mitsubishi J3 |
62-0087/ 62-0088 |
HF-SP81MK-S12/ HF-SP81MBK-S12 |
9 |
1,149 |
1,4 |
62-0089/ 62-0095 |
HF-SP131MK-S12/ HF-SP131MBK-S12 |
13 |
0,692 |
0,8 |
|
62-0096/ 62-0097 |
HF-SP181MK-S12/ HF-SP181MBK-S12 |
20 |
0,456 |
0,5 |
|
Delta |
62-0108/ 62-0109 |
ECMC-FW1308RS / ECMC-FW1308SS |
9 |
0,737 |
0,8 |

Korrigerende tiltak:
Plasser tilkoblingen for kontaktene P3, P4 eller P5 på I/O-kretskortet igjen.
Mål spenningen over de røde og sorte kablene.
Trykk på [EMERGENCY STOP]. Det skal ikke være spenning.
Trykk på [RESET] for å fjerne alarmene. Spenningen bør være mellom 20-30 VDC.
Undersøk forbindelsen ved motorbremsen [2] og strømkontaktene [3] for forurensning. Koble til tilkoblingene igjen.
Hvis det ikke finnes spenning, se:
Last ned og fyll ut sjekklisten for inspeksjonsrapport av kuleskrue nedenfor før du bytter ut deler.


| Symptom | Mulig årsak | Korrigerende tiltak |
Alarm 103 SERVOFEIL FOR STOR Alarm 104 SERVOFEIL FOR STOR Alarm 105 SERVOFEIL FOR STOR Aksebevegelsen er svært grov når aksen jogges. Det er uvanlig støy når aksen beveger seg. |
Det er ikke nok smøring. | Kontroller kuleskrue for riktig smøring. |
| Kuleskrue eller kulemutter er skadet. | Kontroller kuleskrue og kulemutter for skader. | |
| Kuleskrue-støttelagrene er skadet. | Kontroller kuleskrue-støttelagrene for skader. | |
| Kuleskrueforskyvning | Kuleskrueforskyvning | |
| Defekt strømkabel. | Kontroller Servomotor – Feilsøkingsveiledning for ytterligere instruksjoner om hvordan du feilsøker en defekt kabel | |
| Feiljustert kuleskruekopler | Hvis maskinen har krasjet, kan kopleren ha gått ut av justering. Referer til Kopler-avsnittet i denne prosedyren for mer informasjon om hvordan du justerer en kopler. MERKNAD: Det er viktig å feilsøke for en defekt kabel før du justerer |
|
| Alarm 108 AKSE SERVOOVERBELASTNING | Kuleskrueforskyvning | Kuleskrueforskyvning |
| Skjæreverktøyet er ikke skarpt eller er skadet. | Installer en ny enhet eller et nytt verktøyinnlegg. | |
Akse-posisjonen gjentas ikke i spesifikasjonen. Inkonsekvent nøyaktighet, posisjonering, vendefeil. |
Det er utilstrekkelig smøring, eller smøring er forurenset. | Kontroller kuleskrue for riktig smøring. |
| Kuleskrue eller kulemutter er skadet. | Kontroller kuleskrue og kulemutter for skader. | |
| Kuleskruekoplingen er skadet. | Kontroller kuleskruekopling for skade. | |
| Det er overdreven termisk vekst. | Korriger bruken | |
| Dobbel kuleskrue GM-2 opplever forskjellige og høye lastinger under en bevegelse på X-aksen og slave-(F1)-aksen. | Maskinen kan ha flyttet på seg under forsendelse | Før du korrigerer noe som helst, må du kontrollere at maskinen viser følgende atferd:
Merknad: F1-aksen må kanskje gjøres synlig
Hvis maskin din opplever disse problemene, gi en inspeksjonsrapport og feilrapport til Haas Service for analyse. Fyll også ut inspeksjonssjekklisten for dobbel kuleskrue som finnes ved begynnelsen av dette dokumentet. Ytterligere instruksjoner vil bli gitt etter analyse. |
| Maskinen ble konstruert med grad 7 kuleskruer og ledekompensasjonene er ikke riktig innstilt |
Viktig: Maskiner er for øyeblikket utstyrt med enten et hydraulisk motvektsystem eller en elektrisk bremsemotor. Forsiktighet må uansett utvises for å unngå skade på maskinen eller alvorlig skade på deg selv. Ta hensyn til alle advarsler og forsiktighetsregler, og les alle trinnene i prosedyren før du starter en justering.
Hvis maskinen er utstyrt med en hydraulisk motvekt, må en akselstoppblokk brukes for å sikre spindelhodet. Ikke flytt spindelen under kuleskrueservice.
Hvis servolasten ikke er konsistent, skal følgende prosedyre brukes til å justere kuleskruen:

Korrigerende tiltak:
Pass på at det er et lett lag med olje eller fett på overflaten av kuleskruen. Hvis det ikke er det, inspiser hele smøresystemet for lekkasjer og tilstoppinger, inkludert alle rør, slanger og beslag. Se etter lekkasjer på hver akse: En lekkasje på én akse vil føre til mangel på smøring på en annen akse. Kontroller om det er olje- eller fettdammer som hjelper deg med å finne kilden til lekkasjen.
Merk: Haas flytende fett smøresystemet bruker adapterbeslag [2] i aksemanifoldene [1]. Lineære føringsspor og kulemuttere bruker begrensningsmonteringer [3]. Begrensningsmonteringen har en åpning [5] mellom gjengingene og justeringsskruen [4]. Dette tvinger manifold-matet fett å passere gjennom åpningen [4] for å smøre aksene.
Pass på at du bruker riktig smøring. Referer til Smøremiddel, fett og tetningsmasse for Haas maskinkomponenter.

Korrigerende tiltak:
Koble smøringsmonteringen [1] fra kulemutteren [2]. Fjern skruene [3] som fester kulemutteren [2] til kulemutterkapslingen [4].
Kuleskrue/kulemutter
Skill kulemutteren [2] fra kulemutterkapslingen [4]. Roter kulemutteren [2] for hånd og hold kuleskruen [5] slik at den ikke roterer, og kulemutteren [2] vil bevege seg bort fra kulemutterkapslingen [4].
Kulemutteren [2] bør rotere jevnt. Hvis det er motstand eller hvis den binder seg, er kuleskruen [5] og kulemutteren [2] defekt.
Støttelager
Roter kuleskruen [5] for hånd. Hvis det er motstand eller hvis den binder seg, er lagrene defekt. Fjern kuleskruen [5] og kontroller støttelagrene og lagerpakken for å finne ut hvilke komponenter som må skiftes.
Viktig: Maskiner er for øyeblikket utstyrt med enten et hydraulisk motvektsystem eller en elektrisk bremsemotor. Forsiktighet må uansett utvises for å unngå skade på maskinen eller alvorlig skade på deg selv. Ta hensyn til alle advarsler og forsiktighetsregler, og les alle trinnene i prosedyren før du starter en justering.
Hvis maskinen er utstyrt med en hydraulisk motvekt, må en akselstoppblokk brukes for å sikre spindelhodet. Ikke flytt spindelen under kuleskrueservice.

Korrigerende tiltak:
Referer til Testprosedyre for kuleskruevendefeil som passer for din maskin.
Slå av og lås maskinen. Fjern de nødvendige deksler for å få tilgang til aksen med problemet. Fjern motor dekslet på aksen.
Monter monterings verktøyet for kopling [1] på motor koplingen. Drei kuleskruen slik at du kan se skruen [4] for motorkoplingsklemmen.
Fjern motor skruene [2]. Løs skruen [4] på motorkoblingens klemme. Fjern motoren med enheten for motorkobling. Fjern kuleskruens nøkkel [3]. Inspiser for skade eller slitasje på nøkkelen eller kilespor.
Merk: hvis aksemotoren er koblet fra kuleskruen, må rutenettoffset og arbeidsoffset (for eksempel G54) tilbakestilles. Gå til Akse-servomotor – Still inn rutenettforskyvningsparameter.

Pass på at Flex-pakken [5] i koplingen ikke er skadet. Det bør være rett, og tett komprimert sammen.
Merk: hvis aksemotoren er koblet fra kuleskruen, må rutenettoffset og arbeidsoffset (for eksempel G54) tilbakestilles. Gå til Akse-servomotor – Still inn rutenettforskyvningsparameter.
KOPLERJUSTERING:
For å justere kopleren til motorakselen, installer monteringsboltene løst og flyt motoren inn til koplingen glir fra mellom både motorakselen og kuleskrueakselen enkelt.
Gi boltene moment ned og kontroller at kopleren fortsatt glir lett mellom de to akslene.
Gi koplerens klemmebolt moment til spesifikasjonene som finnes på __________.
Korrigerende tiltak:
Du må varme opp maskinaksene for å bringe kuleskruene til en normal temperatur for drift. Du kan varme opp maskinen automatisk ved å endre bestemte innstillinger: Bruk enten Innstillinger 158–160 eller Innstillinger 109–112. Ikke bruk begge.
VIKTIG: Hvis applikasjonen innebærer å flytte en enkelt akse gjentatte ganger frem og tilbake over et lite område av kuleskruen, vil kulemutteren varme opp kuleskruen og forårsake termisk ekspansjon. Det vil heller ikke smøre riktig på grunn av den korte slag. Med noen minutters mellomrom er det nødvendig å flytte 80 % til 90 % av aksevandringen for å sirkulere fettet gjennom kulemutteren. Dette er vanlig på mindre maskiner med et mindre arbeidsområde.
For dreiebenker: Gå til skjermbildet DIAGNOSTIKK. Sjekk X Axis Temp. Hvis målingen svinger eller ikke har noen verdi, må du inspisere den termiske sensoren på kulemutteren.
Dette avsnittet gjelder for maskiner med doble kuleskruer.

Åpne LSC.LSCX-filen funnet i feilrapporten i et regnearkprogram. Avgjør om aksekompensasjon har blitt brukt ved å se på korreksjonskolonnen.
Merk: Kompensasjonsverdier vil variere mellom maskiner.
Recently Viewed Items
You Have No Recently Viewed Items Yet
美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
Denne prisen inkluderer fraktkostnader, utførsels- og innførselstoll, forsikring, og alle andre utgifter som pådras under forsendelse til en lokasjon i Frankrike som er avtalt med deg som kjøper. Ingen andre obligatoriske kostnader kan legges til ved levering av et Haas CNC-produkt.
FØLG MED PÅ DE SENESTE HAAS-TIPSENE OG TEKNOLOGIEN ...
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255