






 {{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}

 Vertikale Fräsmaschinen
Vertikale Fräsmaschinen
 Mehrachsen-Lösungen
Mehrachsen-Lösungen
 Drehmaschinen
Drehmaschinen
 Horizontale Fräsmaschinen
Horizontale Fräsmaschinen
 Dreh- und Indexiertische
Dreh- und Indexiertische
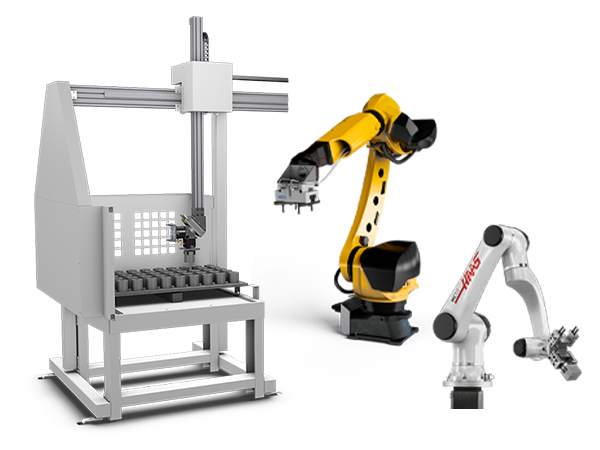 Automatisierungssysteme
Automatisierungssysteme
 Tischmaschinen
Tischmaschinen
 Werkstattausrüstattung
Werkstattausrüstattung
Ihr Haas-Händler (Haas Factory Outlet, HFO) kann Ihre Fragen beantworten und Sie durch die besten Varianten führen.
CONTACT YOUR DISTRIBUTOR > Spindeln
Spindeln
 Werkzeugwechsler
Werkzeugwechsler
 4- | 5-Achsen
4- | 5-Achsen
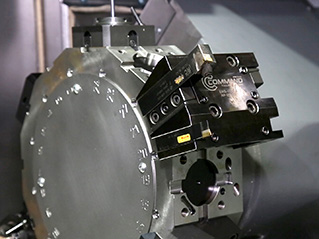 Revolver und angetriebene Werkzeuge
Revolver und angetriebene Werkzeuge
 Messtasten
Messtasten
 Späneabfuhr- und Kühlmittelverwaltung
Späneabfuhr- und Kühlmittelverwaltung
 Die Haas Steuerung
Die Haas Steuerung
 Produktoptionen
Produktoptionen
 Werkzeuge und Spannvorrichtungen
Werkzeuge und Spannvorrichtungen
 Werkstückhalterung
Werkstückhalterung
 5-Achsen-Lösungen
5-Achsen-Lösungen
 Automatisierung
Automatisierung
Ihr Haas-Händler (Haas Factory Outlet, HFO) kann Ihre Fragen beantworten und Sie durch die besten Varianten führen.
CONTACT YOUR DISTRIBUTOR > Automatisierungszubehör
Automatisierungszubehör
 Shop Support
Shop Support
 Fräsen-Werkzeughalter
Fräsen-Werkzeughalter
 Fräsmaschinen-Schneidwerkzeuge
Fräsmaschinen-Schneidwerkzeuge
 Bohrsysteme
Bohrsysteme
 Werkstückhalterung für Fräsen
Werkstückhalterung für Fräsen
 Drehmaschinen-Werkzeughalter
Drehmaschinen-Werkzeughalter
 Drehmaschinen-Schneidwerkzeuge
Drehmaschinen-Schneidwerkzeuge
 Drehmaschine-Werkstückhalterung
Drehmaschine-Werkstückhalterung
 Paketsätze
Paketsätze
 ER Spannzangen und Spannfutter
ER Spannzangen und Spannfutter
 Bohren
Bohren
 Gewindedrehen
Gewindedrehen
 Räumen
Räumen
 Spannwürfel und Sätze
Spannwürfel und Sätze
 Manuelle Spannfutter zum Fräsen
Manuelle Spannfutter zum Fräsen
 Entgraten und Schleifen
Entgraten und Schleifen
 Werkzeug-Voreinstellarm und Wärmeschrumpfer
Werkzeug-Voreinstellarm und Wärmeschrumpfer
 Aufstellung und Bedienung
Aufstellung und Bedienung
 Maschinenwartung
Maschinenwartung
 Werkzeugzubehör
Werkzeugzubehör
 Bekleidung und Zubehör
Bekleidung und Zubehör
 Mess- und Prüfwerkzeuge
Mess- und Prüfwerkzeuge
 Winner's Circle
Winner's Circle
Winner's Circle
Winner's Circle
 Lagerräumung
Lagerräumung
 Hot Deals für heute
Hot Deals für heute

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or Schreiben Sie uns oder rufen Sie uns an!.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or Schreiben Sie uns oder rufen Sie uns an!.
Please wait while your document is being loaded.
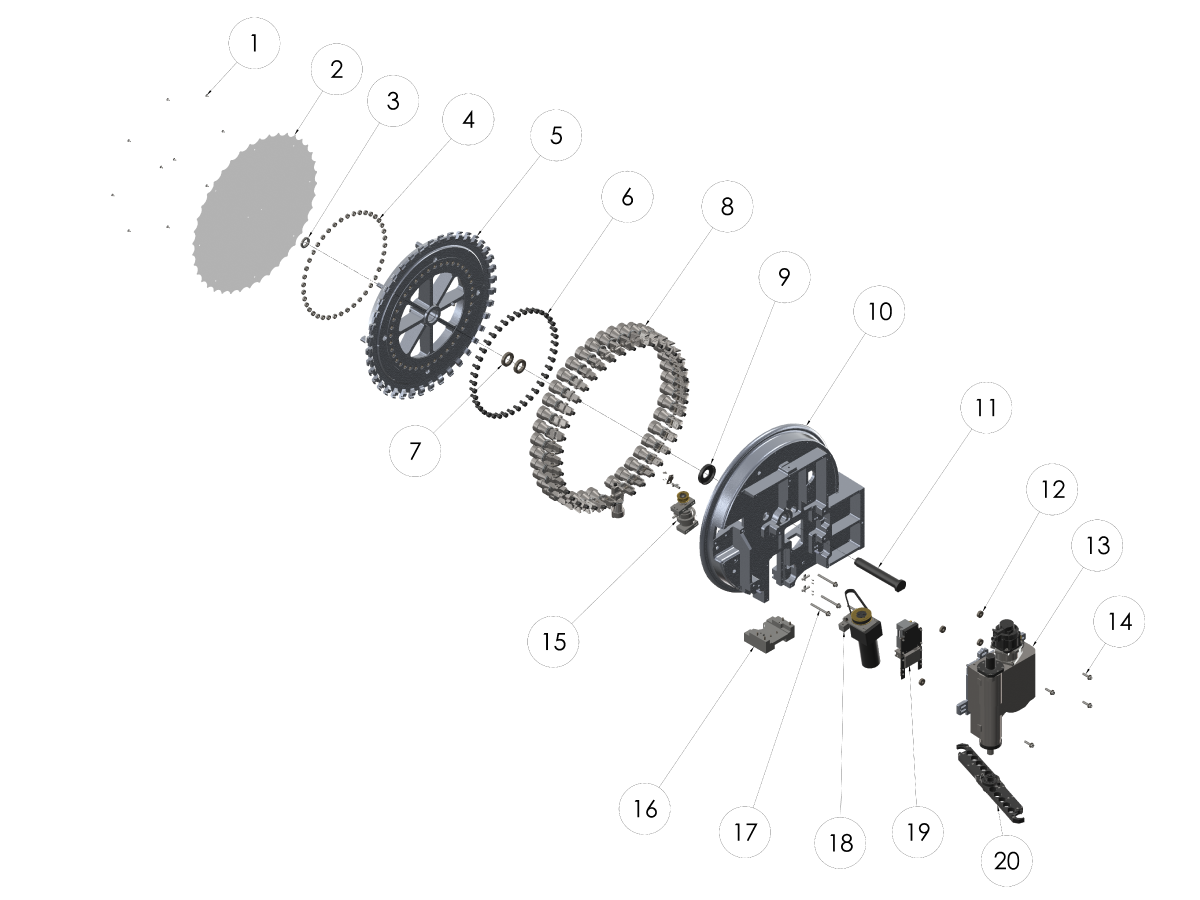
EXPLOSIONSANSICHT:

 {{ } }}
{{ } }}
{{ } }}
{{ } }}
| Symptom | Mögliche Ursache | Korrekturmaßnahme |
| Alarm 622 FEHLER DES WERKZEUGWECHSELARMS | 100 PKT SMTC Karussell hält zwischen den Taschen an und kann sich nicht erholen. Das Antriebskettenrad hat sich aufgrund einer defekten Buchse aus der Motorwelle herausbewegt, was zu einem Ausfall des Leerlaufkettenrads führte. | Tauschen Sie das Leerlaufkettenrad und die Buchse aus, siehe Abschnitt 100 PKT SMTC Kettenradwechsel. |
| Alarm 625 FEHLER BEI DER POSITIONIERUNG DES MAGAZINS | 100 PKT SMTC Karussell hält zwischen den Taschen an und kann sich nicht erholen. Das Antriebskettenrad hat sich aufgrund einer defekten Buchse aus der Motorwelle herausbewegt, was zu einem Ausfall des Leerlaufkettenrads führte. | Tauschen Sie das Leerlaufkettenrad und die Buchse aus, siehe Abschnitt 100 PKT SMTC Kettenradwechsel. |
| Der Nährungssensor für das Magazinwerkzeug in Position, das Werkzeug eins in Position, der Werkzeugplatz nach oben oder unten ist beschädigt oder verunreinigt. | Drehen Sie das Magazin im Wiederherstellungsmodus und testen Sie die Sensoren und die Verkabelung. | |
| Der Magazinmotor wird nicht mit Leistung versorgt oder der Magazinmotor ist beschädigt. | Prüfen Sie, ob das Magazin in der manuellen Wiederherstellung gedreht werden kann. VMC, HMC – Seitlich angeordneter Werkzeugwechsler – Manuelle Wiederherstellung |
|
| Der Werkzeugwechsel wurde vor dem Abschluss unterbrochen. | Führen Sie eine Werkzeugwechsel-Wiederherstellung durch. VMC, HMC – Seitlich angeordneter Werkzeugwechsler – Manuelle Wiederherstellung |
|
| Es wurde versucht, einen Werkzeugwechsel vorzunehmen, bevor ein ausreichender Luftdruck vorhanden war. | ||
| Ein Werkzeugwechsel wurde versucht, wobei die Tasche bereits unten war. | ||
| Die Drehzahl des Magazins wurde durch eine Blockierung verhindert. | Löschen Sie den Karussellweg. | |
| Alarm 626 FEHLER DES SCHIEBERS DER WERKZEUGTASCHE | Ein Werkzeugwechsel wurde versucht, wobei die Tasche bereits unten war. | Führen Sie eine Werkzeugwechsel-Wiederherstellung durch. VMC, HMC – Seitlich angeordneter Werkzeugwechsler – Manuelle Wiederherstellung |
| Der Zuluftstrom oder -druck ist nicht korrekt. | Korrigieren Sie die Zuluftversorgung. | |
| In den Gleitführungen befinden sich Verunreinigungen. | Reinigen und schmieren Sie die Gleitführungen. | |
| Der Luftzylinder für die Werkzeugtasche kann sich nicht frei bewegen. | Überprüfen Sie die Druckluftzylinder für die Werkzeugtasche. | |
| Die Taschen-Nach- oder Taschen-Nach-Nähe-Sensoren sind kontaminiert, beschädigt oder haben lose Verbindungen. | Reinigen und inspizieren Sie die Näherungssensoren. | |
| Es gibt ein Problem mit dem System zum Auf- und Absenken der Tasche. | Beheben Sie Fehler am Rückschlagventil, am Druckluftzylinder und am Magnetschalter. | |
| Die Bewegung wird durch Fremdkörper blockiert. | Beseitigen Sie Ablagerungen. | |
| Die Werkzeugtasche, der Luftzylinder, der Taschenschlitten oder der Schieber sind lose oder beschädigt. | Diagnose und korrekt. | |
| Alarm 2066 FEHLER BEI AUSGANGSPOSITION DES WERKZEUGWECHSLERS |
Die Näherungssensoren zum Auf- und Absenken der Tasche befinden sich im falschen Zustand. | Reinigen und überprüfen Sie die Näherungssensoren. |
| Der Werkzeugplatz im Magazin verursacht Geräusche. | Es gibt ein Problem mit dem Stopp-Stoßdämpfer des Werkzeugplatzes im Magazin. | Überprüfen Sie den Stopp-Stoßdämpfer der Werkzeugtasche. |
| Die Werkzeugtasche, der Luftzylinder, der Taschenschlitten oder die Nocken des Schlittens sind lose oder beschädigt. | Untersuchen Sie und korrigieren Sie dies. | |
| Das Werkzeug fällt aus der Werkzeugtasche. | Die Werkzeughalter oder Anzugsbolzen sind falsch. | Überprüfen Sie, ob die Werkzeugspezifikationen korrekt sind. |
| Die Feder oder die Stößel sind verschlissen. | Überprüfen Sie die Feder und die Stößel auf Verschleiß. | |
| Der Werkzeugplatz im Magazin bewegt sich bei schweren Werkzeugen zu schnell auf und ab. | Installieren Sie das Service-Kit zur Verlangsamung der Taschen (P/N 93-0254). | |
| Der Werkzeugplatz im Magazin ist kaputt. | Die Drehzahl des Magazins wurde durch eine Blockierung verhindert. | Räumen Sie den Verfahrweg des Magazins. |
| Die Näherungssensoren zum Auf- oder Absenken der Tasche sind verunreinigt, beschädigt oder weisen lose Verbindungen auf. | Reinigen und überprüfen Sie die Näherungssensoren. | |
| Die Werkzeugtasche, der Luftzylinder, der Taschenschlitten oder die Nocken des Schlittens sind lose oder beschädigt. | Diagnose und korrekt. | |
| Das Magazin verursacht während des Betriebs ungewöhnliche Geräusche. | Die Nockenstößel am Magazin benötigen Fett. | Überprüfen und fetten Sie die Nockenstößel. |
| Die Nockenstößel am Magazin sind verschlissen. | ||
| Die Stellschraube des Schiebers im Werkzeugplatz im Magazin ist falsch eingestellt. | Stellen Sie sicher, dass die Einstellschraube Schiebers im Werkzeugplatz im Magazin korrekt eingestellt ist. Siehe VerfahrenVMC – Seitlich angeordneter Werkzeugwechsler – Einstellung der Einstellschraube des Taschen-Schiebers . | |
| Die Muttern der Magazin-Nocken sind lose. | Eine lose Nockenmutter verursacht ein Verdrehspiel der Karussellbaugruppe, Lärm und Alarme zur Karussellposition. Ziehen Sie die Muttern der Magazin-Nocken mit einem Schraubenschlüssel an. | |
| Die Bewegungsgeschwindigkeit des SMTC-Arms ist zu schnell. | Das Werkzeug ist in der Werkzeugtasche nicht als schwer (H) gekennzeichnet. | Werkzeuge, die in der Werkzeugtaschen-Tabelle als schwer [1] gekennzeichnet sind, bewirken, dass sich der SMTC-Arm mit 25 % der Drehzahl dreht (nur VFSS). |
| Der EC/VC-Werkzeugwechselzyklus ist sehr langsam | Parameter 223 Werkzeugwechsler Lufttürverzögerungsänderung hat einen Wert, dieser sollte nur einen Wert haben, wenn eine pneumatische Tür vorhanden ist | Aktualisieren Sie die Konfigurationsdateien auf die neueste Version, Parameter 223 wird auf Null eingestellt. Diese Konfigurationsdateien wurden rückdatiert, sodass alle Maschinen diesen aktualisierten Wert erhalten. HINWEIS: Denken Sie daran, eine Sicherung durchzuführen, bevor Sie die neuesten Konfigurationsdateien laden. |
Korrekturmaßnahme:
Testen Sie den Sensor für Werkzeug in Position:
Testen Sie den Sensor für Werkzeug eins in Position:
Korrekturmaßnahme:

Korrekturmaßnahme:
Um die Umlenkräder [1] und die Buchse [2] zu ersetzen, müssen Sie zuerst eine Kette oder ein Band um das Karussell und den Rahmen wickeln, damit sich das Karussell nicht frei drehen kann.
WARNUNG: Wenn das Karussell nicht angebunden ist, kann es zu schweren Verletzungen führen.
Korrekturmaßnahme:
Beachten Sie die "Druckluftanforderungen" für Ihre Maschine bei der Vorinstallation einer neuen Maschine.

Korrekturmaßnahme:

Korrekturmaßnahme:

Korrekturmaßnahme:
Stellen Sie sicher, dass die Näherungssensoren zum Auf- und Absenken der Tasche [1] sauber sind. Verunreinigungen an den Schaltern können dazu führen, dass sich das Karussell dreht und eine Tasche kaputt geht, bevor es sich in der vollen Aufwärtsposition befindet.
Die Seite DIAGNOSE zeigt den Zustand der Sensoren an. Wenn die Bits POCKET DOWN oder POCKET UP (CHC) oder SMTC_TOOL_POCKET_UP oder SMTC_TOOL_POCKET_DOWN (NGC) den Zustand nicht ändern, weisen die Sensoren möglicherweise Späne oder Verunreinigungen auf.

Stellen Sie sicher, dass die Werkzeugtasche angehoben ist. Drücken Sie [PARAMETER/DIAGNOSTIC] und gehen Sie auf die Registerkarte E/A .
Berühren Sie das Ende des Näherungssensors mit einem Schraubendreher [1]. Bei diesem Test kann der Alarm 626 ausgelöst werden. Ignorieren Sie den Alarm. Der Näherungssensor funktioniert einwandfrei, wenn sich der Wert Pocket Down (CHC), SMTC_Pocket_Down (NGC) von 1 auf 0 ändert. Fahren Sie mit der Fehlerbehebung fort, wenn sich der Diagnosewert nicht ändert.
Um Probleme mit dem Sensor zum Anheben der Tasche zu beheben, stellen Sie sicher, dass die Werkzeugtasche abgesenkt ist. Berühren Sie das Ende des Näherungssensors mit einem Schraubendreher und überwachen Sie Pocket Up (CHC), SMTC_Pocket_Up (NGC). Der Wert muss sich von 1 auf 0 ändern.

Führen Sie diese Schritte nur auf CHC-Maschinen aus: Finden Sie heraus, wo das 820 Kabel mit der I/O-Leiterplatte an P3 verbunden ist. Setzen Sie einen elektrischen Brückenstecker (P/N 33-8521) bei P3 [1] ein. Wenn sich der Wert Pocket Down von 1 auf 0 ändert, funktioniert die I/O-Leiterplatte einwandfrei. Ersetzen Sie die SMTC-Kabelbaugruppe. Siehe Näherungssensor Funktionsweise und Fehlerbehebung – Video. Beachten Sie das Verfahren Näherungssensor – Leitfaden zur Fehlerbehebung zur Behebung von Problemen mit den Näherungssensoren.
Um Probleme mit dem Sensor zum Anheben zu beheben, konfigurieren Sie den Brückenstecker bei P3 wie abgebildet [2]. Überprüfen Sie den Wert von Pocket Up. Wenn sich der Wert 1 auf 0 ändert, funktioniert die I/O-Leiterplatte einwandfrei. Tauschen Sie die SMTC-Kabelbaugruppe aus.
Wenn sich der Wert Pocket Down oder Pocket Up beim Test nicht auf 0 ändert, siehe:
Korrekturmaßnahme:
Achten Sie darauf, dass die Fehlerbehebung am Magnetschalter korrekt durchgeführt wird. Siehe Magnetschalter – Fehlersuchanleitung zur Fehlerbehebung im System. Siehe "Anwendungen mit 4-Wege-Magnetschaltern."

Korrekturmaßnahme:
Stellen Sie sicher, dass das Werkzeug nicht durch Fremdkörper verunreinigt ist. Achten Sie auf "Späneablagerungen" im Mechanismus und entfernen Sie diese.
Siehe TOTD Episode 33 – Späne, die sich um Ihre Werkzeuge wickeln? Spanabfuhrlösung zur Fehlerbehebung am System.

Symptom: Die Werkzeugtasche verursacht Geräusche.
Mögliche Ursache: Es gibt ein Problem mit dem Stopp-Stoßdämpfer der Werkzeugtasche.
Korrekturmaßnahme:

Tauschen Sie bei CALM-Maschinen den Stoßdämpfer mit der richtigen Öffnung (P/N: 58-0093) [4] zwischen Magnetschalter und Schalldämpfer aus, wenn:
Hinweis: Tauschen Sie bei allen anderen Maschinen den Stoßdämpfer gegen einen neuen Stoßdämpfer aus.

Symptom: Das Werkzeug fällt aus der Werkzeugtasche. Das Werkzeug kann nicht aus der Tasche entfernt werden.
Mögliche Ursache: Der Werkzeughalter oder die Anzugsbolzen sind defekt.
Korrekturmaßnahme:
Wenn sich das Werkzeug nicht entfernen lässt, entfernen Sie die Druckfeder [3]. Rütteln Sie am Werkzeug, um die Stößel [1] zu lösen. Achten Sie darauf, dass Sie keine Stößel verlieren. Entfernen Sie das Werkzeug. Tauschen Sie die Feder aus.
Die richtigen Informationen zu den Werkzeughaltern und Zugbolzen [2] finden Sie im Dokument Informationen zu Werkzeughalter und Zugbolzen .

Korrekturmaßnahme:
BT/CT Fach
Weitere Informationen zum Entfernen der Tasche finden Sie unter Austausch einer Werkzeugtasche an Ihrem seitlich angeordneten Werkzeugwechsler (SMTC) von Haas – Video.
Bei einigen Taschen werden Blattfedern verwendet. Suchen Sie nach gebrochenen Blattfedern. Sie werden in jeder Ecke gestapelt (2). Tauschen Sie gebrochene Blattfedern aus.
HSK Fach
Weitere Informationen zum Austauschen des HSK-Fachs finden Sie unter HSK-Fach und Stößel – Austausch.

Korrekturmaßnahme:
Installieren Sie das Pocket Slow Down Service Kit (P/N 93-0254). Dieses Kit verhindert, dass die Luft aus dem Zylinder zum Auf- und Absenken der Tasche entweicht, wodurch die Tasche verlangsamt wird.
Siehe Dokument Informationen zu Werkzeughalter und Anzugsbolzen.
Recently Viewed Items
You Have No Recently Viewed Items Yet
美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
Dieser Preis enthält Versandkosten, Export- und Importzölle, Versicherungsgebühren und sämtliche weiteren Kosten, die beim Versand an einen mit Ihnen als Käufer vereinbarten Auslieferungsort in Frankreich anfallen. Es können keine weiteren obligatorischen Kosten zur Lieferung eines Haas CNC-Produkts hinzugefügt werden.
BLEIBEN SIE AUF DEM NEUESTEN STAND MIT TECHNOLOGIE UND GEHEIMTIPPS VON HAAS!
HAAS TOOLING AKZEPTIERT FOLGENDES:


This site is protected by reCAPTCHA and the Google Privacy Policy und Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255