






 {{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}

 Verticale bewerkingscentra
Verticale bewerkingscentra
 Multi-asoplossingen
Multi-asoplossingen
 Draaimachines
Draaimachines
 Horizontale freesmachines
Horizontale freesmachines
 Draai- en indexeertafels
Draai- en indexeertafels
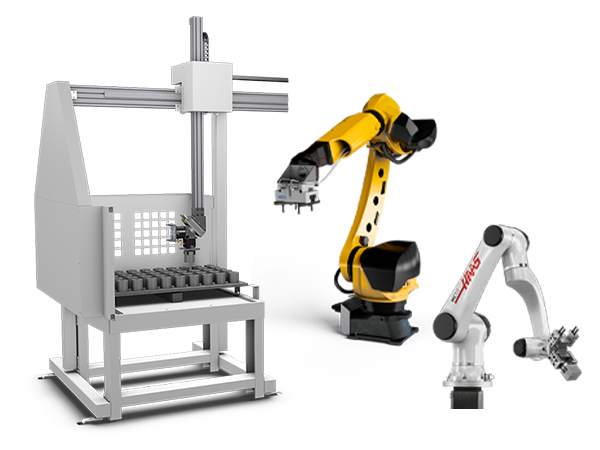 Automatiseringssystemen
Automatiseringssystemen
 Desktop-machines
Desktop-machines
 Werkplaatsapparatuur
Werkplaatsapparatuur
Een Haas Factory Outlet (HFO) kan uw vragen beantwoorden en de beste mogelijkheden met u bespreken.
CONTACT YOUR DISTRIBUTOR > Spillen
Spillen
 Gereedschapswisselaars
Gereedschapswisselaars
 4e- | 5e-as
4e- | 5e-as
 Revolvers en aangedreven gereedschappen
Revolvers en aangedreven gereedschappen
 Tasten
Tasten
 Spaanders en koelmiddelbeheer
Spaanders en koelmiddelbeheer
 De Haas besturing
De Haas besturing
 Productopties
Productopties
 Gereedschap en opspanning
Gereedschap en opspanning
 Werkstukopspanning
Werkstukopspanning
 5-assige oplossingen
5-assige oplossingen
 Automatisering
Automatisering
Een Haas Factory Outlet (HFO) kan uw vragen beantwoorden en de beste mogelijkheden met u bespreken.
CONTACT YOUR DISTRIBUTOR > Automatiseringsaccessoires
Automatiseringsaccessoires
 Ondersteuning voor de winkel
Ondersteuning voor de winkel
 Freesgereedschapshouder
Freesgereedschapshouder
 Frees freesgereedschap
Frees freesgereedschap
 Boringsystemen
Boringsystemen
 Freeswerkstukopspanning
Freeswerkstukopspanning
 Draaimachinegereedschapshouder
Draaimachinegereedschapshouder
 Draaimachine freesgereedschap
Draaimachine freesgereedschap
 Draaimachine werkstukopspanning
Draaimachine werkstukopspanning
 Verpakkingssets
Verpakkingssets
 ER spantangen en boorkoppen
ER spantangen en boorkoppen
 Gaten maken
Gaten maken
 Schroefdraadsnijden
Schroefdraadsnijden
 Brootsen
Brootsen
 Opspankubussen en sets
Opspankubussen en sets
 Handbediende klauwplaten voor frezen
Handbediende klauwplaten voor frezen
 Ontbramen en schuurmiddelen
Ontbramen en schuurmiddelen
 Gereedschapstaster en warmtekrimpers
Gereedschapstaster en warmtekrimpers
 Opslag en behandeling
Opslag en behandeling
 Machineonderhoud
Machineonderhoud
 Gereedschapsaccessoires
Gereedschapsaccessoires
 Bekleding & Accessoires
Bekleding & Accessoires
 Meting en inspectie
Meting en inspectie
 Winner's Circle
Winner's Circle
Winner's Circle
Winner's Circle
 Speling
Speling
 De Hot Deals van vandaag
De Hot Deals van vandaag


Haas-machines zijn uitgerust met een gesloten lussysteem om de asbeweging te regelen. Hieronder staan de belangrijkste onderdelen:
| Procedures | Beschrijving |
| VMC - Kogelomloopspil - 32 mm - Horizontaal vlak - Vervanging | Deze procedure vertelt u hoe u een kogelomloopspil voor de X- en Y-as op de verticale frees vervangt. |
| kogelomloopspil - verticale as - vervanging | In deze procedure wordt uitgelegd hoe u de kogelomloopspil van de Z-as op de verticale Frees vervangt. |
| Kogelomloopspil -Flex koppeling - Vervanging | Deze procedure toont u hoe u een een flex-koppeling in een kogelomloopspil met een horizontaal vlak vervangt. |
| 32 mm kogelomloopspil lagerpakket Retrofit Kit - Installatie | Deze procedure laat zien hoe u het 32 mm kogelomloopspil lagerpakket achteraf kunt monteren op een VMC. |
| 40MM - Kogelomloopspil cartridge lager - upgrade | Deze procedure vertelt hoe u de Black oxide-peiling bijwerkt naar de verbeterde Bearing upgrade kit P/N 93-2282. |
| Procedures | Beschrijving |
| VMC - Z-as - Servomotor - Vervanging | Deze procedure vertelt u hoe u de servomotor op de verticale as moet vervangen. Deze procedure is van toepassing op VMC Z-as die niet is uitgerust met het tegenbalans systeem en een solide koppeling heeft. |
| Procedures | Beschrijving |
| Ballbar-analyse - snelle controlemodus | Deze procedure vertelt u hoe u een ballbar-analyse doet. Deze procedure maakt gebruik van de Renishaw Ballbar softwareversies 4 en 5. Deze procedure gebruikt de Snelle controlemodus. |
| Ballba r- QC20-W - analyse | Deze procedure vertelt u hoe u een Renishaw QC20-W ballbar-analyse doet. De QC20-W BallBar maakt gebruik van een bluetoothverbinding om de gemeten gegevens naar de computer te verzenden. |
| Renishaw Ballbar test - Plot interpretatie - Frees | Dit document bevat voorbeeld ballbar-plots van machines met verschillende meetkundige, dynamische en testhardware fouten. |
| Procedures | Beschrijving |
| VMC - Kogelomloopspil - Spelingtest - NGC | Deze procedure vertelt u hoe u een asspeling op de X-, Y- en Z-as van een verticale frees kunt testen. |
| Procedures | Beschrijving |
| Procedure as voor raster-offset – NGC | Deze procedure laat u zien hoe u de raster-offset op een as-servomotor instelt. |
Download en vul het onderstaande Servo Motor Inspection Report Checklist (controlelijst inspectierapport servomotor) in voor u onderdelen vervangt.
{{ } }}
{{ } }}
Waarschuwing: Wanneer u onderhoud of reparatie op CNC-machines en hun componenten doet, moet u altijd de basis veiligheidsmaatregelen volgen. Dit vermindert het risico op letsel en mechanische schade.
Gevaar: Voordat u met een werk in de schakelkast begint, wordt het hoogspanningsindicatielampje 320V Power Supply / Vector Drive moet minstens 5 minuten uitgeschakeld zijn.
Sommige serviceprocedures kunnen gevaarlijk of levensbedreigend zijn. Probeer niet een procedure die u niet volledig begrijpt. Als u twijfelt over het doen van een procedure, neem dan contact op met uw Haas Factory Outlet (HFO) en plan een servicebezoek.
| Symptoom | Waarschijnlijke oorzaak | Corrigerende actie |
Alarm 1.9918, 2.9918 of 3.9918 X-, Y- of Z-AS INTERNE GEGEVENSFOUT SERIËLE ENCODER Alarm 1.9922, 2.9922 of 3.9922 X-, Y- of Z-AS MOTION CHANNEL FAULT DETECTED Alarm 1.9923, 2.9923 or 3.9923 X, Y or Z AXIS SOFTWARE DETECTED ENCODER FAULT Alarm 1.9930, 2.9930 or 3.9930 X, Y or Z AXIS SERIAL ENCODER POOR COMMUNICATION Alarm 1.9959, 2.9959 or 3.9959 X, Y or Z AXIS SERIAL ENCODER DISCONNECT Alarm 1.9948, 2.9948 or 3.9948 X, Y or Z AXIS SECONDARY ENCODER SERIAL FAULT Alarm 1.9949, 2.9949 or 3.9949 X, Y or Z AXIS SOFTWARE DETECTED SECONDARY ENCODER FAULT Alarm 1.9950, 2.9950 or 3.9950 X, Y or Z AXIS SOFTWARE DETECTED SECONDARY ENCODER FAULT Alarm 1.9951, 2.9951 or 3.9951 X, Y or Z AXIS SECONDARY ENCODER SERIAL COMMUNICATION FAULT Alarm 1.9960, 2.9960 or 3.9960 X, Y or Z AXIS SECONDARY SERIAL ENCODER CABLE FAULT |
De machinesoftware is verouderd. |
Alarm is verouderd Nieuw alarm voor encoderfouten bijgewerkt in software. Update naar de nieuwste versie 100.21.000.1130 of hoger; Toegevoegde alarmen 9719 en 9720 voor encoderfoutdetectie op MOCON primaire en secundaire assen. |
Alarm 1.9719, 2.9719 or 3.9719 X, Y or Z AXIS PRIMARY ENCODER SERIAL FAULT Alarmsubcode (0x1) ENCODER DATA FAULT = (Alarm 9918 SERIAL ENCODER INTERNAL DATA ERROR) |
Coderings signalen worden beïnvloed door ruis van hoogspanningskabels. Defecte servomotor encoder. |
Zie Serial Data Communication Faults/Electrical Noise (storingen seriële datacommunicatie/elektrische ruis) hieronder. Controleer de servomotor op binnendringen van koelmiddel. Voor VMC-machines kunnen nieuwe servomotor worden besteld om koelmiddel te verminderen. Zie HBC-N 03-13-25. |
Alarm 1.9719, 2.9719 or 3.9719 X, Y or Z AXIS PRIMARY ENCODER SERIAL FAULT Alarm subcode (0x2) Encoder interne as fout 1 = (Alarm 9922 BEWEGINGSKANAALFOUT GEDETECTEERD) |
(Het bewegingskanaal heeft een interne fout gemeld van een type dat niet door de besturing wordt herkend) |
Schakel de machine uit en weer in. Als het probleem aanhoudt, maak dan een foutenrapport (Shift F3) en e-mail dit naar Haas Service. |
Alarm 1.9719, 2.9719 or 3.9719 X, Y or Z AXIS PRIMARY ENCODER SERIAL FAULT Alarm subcode (0x2) Encoder interne as fout 2 = (Alarm 9923 DOOR SOFTWARE GEDETECTEERDE ENCODERFOUT) |
(Software heeft een interne fout gerapporteerd van een type dat niet herkend wordt door de besturing). |
Schakel de machine uit en weer in. Als het probleem aanhoudt, maak dan een foutenrapport (Shift F3) en e-mail dit naar Haas Service. |
Alarm 1.9719, 2.9719 or 3.9719 X, Y or Z AXIS PRIMARY ENCODER SERIAL FAULT Alarm Subcode (0x4) Encoder CRC-fout = (Alarm 9930 SERIAL ENCODER POOR COMMUNICATION) |
(encodersignalen worden beïnvloed door ruis van hoogspanningskabels). |
(Zie Serial Data Communication Faults / Electrical Noise (storingen seriële datacommunicatie/elektrische ruis) hieronder.) |
Alarm 1.9719, 2.9719 or 3.9719 X, Y or Z AXIS PRIMARY ENCODER SERIAL FAULT Alarmsubcode (0x5) Encoderkabel defect = (Alarm 9959 SERIAL ENCODER DISCONNECT) |
(kabels zijn niet goed aangesloten of encoder is defect.) | (Controleer de kabels en connectors. Zie Hoofdprocessor/encoderkabel hieronder.) |
Alarm 1.9720, 2.9720 of 3.9720 X, Y of Z AXIS PRIMARY ENCODER SERIAL FAULT Alarmsubcode (0x1) Encodergegevensfout = (Alarm 9948 SECONDARY ENCODER INTERNAL DATA ERROR) |
Weegschaalsignalen worden beïnvloed door ruis van hoogspanningskabels. (Defecte lineaire weegschaal, probleem met het configuratiebestand, onjuist motortype of onjuist weegschaaltype). |
Zie Serial Data Communication Faults/Electrical Noise (storingen seriële datacommunicatie/elektrische ruis) hieronder. (Controleer de weegschaalencoder op vervuiling door koelmiddel). |
Alarm 1.9720, 2.9720 of 3.9720 X, Y of Z AXIS PRIMARY ENCODER SERIAL FAULT Alarmsubcode (0x2) Encoder interne asfout 1 = (Alarm 9949 SOFTWARE DETECTED SECONDARY ENCODER FAULT) |
(Het bewegingskanaal heeft een interne fout gemeld van een type dat niet door de besturing wordt herkend) | Schakel de machine uit en weer in. Als het probleem aanhoudt, maak dan een foutenrapport (Shift F3) en stuur een e-mail naar Haas Service. |
Alarm 1.9720, 2.9720 of 3.9720 X, Y of Z AXIS PRIMARY ENCODER SERIAL FAULT Alarmsubcode (0x3) Encoder interne asfout 2 = (Alarm 9950 SOFTWARE DETECTED SECONDARY ENCODER FAULT) |
(Software heeft een interne fout gerapporteerd van een type dat niet herkend wordt door de besturing). |
Schakel de machine in om de wijzigingen door te voeren. Als het probleem aanhoudt, maak dan een foutenrapport (Shift F3) en e-mail dit naar Haas Service. |
Alarm 1.9720, 2.9720 of 3.9720 X, Y of Z AXIS PRIMARY ENCODER SERIAL FAULT Alarmsubcode (0x4) Encoder CRC-fout = (Alarm 9951 SECONDARY ENCODER SERIAL COMMUNICATION FAULT ) |
(lijnweegsignalen worden beïnvloed door ruis van hoogspanningskabels). | (Zie Serial Data Communication Faults / Electrical Noise (storingen seriële datacommunicatie/elektrische ruis) hieronder.) |
Alarm 1.9719, 2.9719 or 3.9719 X, Y or Z AXIS PRIMARY ENCODER SERIAL FAULT Alarmsubcode (0x5) Encoderkabel defect = (Alarm 9960 SECONDARY SERIAL ENCODER CABLE FAULT ) |
(De kabels zijn niet goed aangesloten of de weegschaal is defect). | (Controleer de kabels en connectors. Zie Hoofdprocessor/encoderkabel hieronder.) |
| Alarmen 1.161, 2.161, 3.161 X-, Y-of Z- ASAANDRIJVING STORING |
Defecte servoversterker. | Controleer de betreffende versterker. Zie Servoversterker - Handleiding voor het oplossen van problemen om problemen met de versterker op te lossen. |
| Alarm 1.217, 2.217, 3.217 X-, Y- of Z-ASFASERINGSFOUT | Kabels zijn niet goed aangesloten | Inspecteer de kabels en aansluitingen. Zie Main Processor/Encoder Cable (hoofdprocessor/encoderkabelkabel) hieronder. |
| Het verkeerde type motor is geïnstalleerd. | Controleer of het juiste motortype is geïnstalleerd. (Sigma-5 of Sigma-7) | |
| Alarm 1,645, 2,645, 3,645 X, Y of Z AS VERSTERKER AARDLEK | Defecte voedingskabel. | Inspecteer de kabels en connectors. Zie de onderstaande paragraaf Voedingskabel . |
| Defecte servomotor. | Controleer de bijbehorende servomotor. Zie Servomotor hieronder. | |
| Alarm 1,993, 2,993, 3,993 X-, Y- of Z-AS KORTSLUITING | Defecte voedingskabel. | Inspecteer de kabels en connectors. Zie de onderstaande paragraaf Voedingskabel . |
| Defecte servomotor. | Controleer de bijbehorende servomotor. Zie Servomotor hieronder. | |
Alarm 1.103, 2.103, 3.103 SERVOFOUT X-, Y- of Z-AS TE GROOT Alarm 1.9920, 2.9920, 3.9920 X-, Y- of Z-POSITIEFOUT TE GROOT |
Coderings signalen worden beïnvloed door ruis van hoogspanningskabels. Of defecte encoder. | Zie Serial Data Communication Faults / Electrical Noise (storingen seriële datacommunicatie/elektrische ruis) hieronder. Controleer de stappen/omwenteling van de encoder aan de hand van de spoed van de kogelomloop en controleer of het aantal tikken van de encoder per omwenteling nauwkeurig is. |
| De as motorrem, is niet ontgaan wanneer servo's zijn ingeschakeld. | Zie Motor Brake (motorrem) hieronder: | |
| De Asbout is beschadigd. | Controleer de kogelomloop van de betreffende as. Zie Ballscrew (kogelomloop) - Handleiding voor het oplossen van problemen om problemen met de kogelomloop op te lossen. |
|
| Defecte voedingskabel. | Inspecteer de kabels en connectors. Zie de onderstaande paragraaf Voedingskabel . | |
| Verkeerd uitgelijnde kogelomloopkoppeling als gevolg van een botsing | Controleer of de motorkoppeling van de kogelomloop is uitgelijnd. Zie Kogelomloopspil - Handleiding voor het oplossen van problemen voor meer informatie over het opnieuw uitlijnen van de koppeling. LET OP: Controleer of de voedingskabel niet defect is voordat u probeert de motorkoppeling uit te lijnen. |
|
| Alarm 103 AS AXIS SERVO FOUT TE GROOT, tijdens het Zero Return proces. De as nul keert terug in de verkeerde richting. | De thuis sensor wordt gemaakt tijdens het nulretourproces waardoor de as nul terugkeert in de tegenovergestelde richting. | Controleer de startschakelaar van de as om er zeker van te zijn dat er geen metaalspanen bovenop de sensor zitten. |
| Alarm 552 TRIPPED CIRCUIT BREAKER (on UMC-1000) | Beschadigde draadleiding en draden binnen leiding. | Verwijder het achterpaneel. Inspecteer de draadleiding. Neem bij schade contact op met de serviceafdeling van Haas voor hulp. |
| De servo's van de machine maken een zoemend geluid terwijl ze inactief zijn, joggen of in een ijlgang. | De asrasteroffset moet worden aangepast. | Voer de aanpassingsprocedure voor de Axis Grid Offset (asrasterverschuiving) uit. |
| De kogelomloopspil is niet uitgelijnd. | Controleer of de kogelomloopspil tijdens de verplaatsing niet blokkeert en correct is uitgelijnd. | |
| Verouderde parameters. | Download de nieuwste configuratiebestanden. Als de as-servo blijft brommen, neem dan contact op met uw lokale HFO voor meer informatie over het oplossen van problemen. | |
| Alarm 9804 240 VAC AARDINGSFOUT wordt gegenereerd wanneer ik een as terug laat lopen naar het nulpunt. |
Er is kortsluiting op de kabel of de motor. | Controleer op kortsluiting op de bijbehorende servomotor en kabel. Bekijk de video's voor de servovoedingskabel en motorinspectie. LET OP: Als er een alarm wordt gegenereerd op een ST-machine wanneer de A-as is teruggelopen naar het nulpunt, moeten de LT-askabel en motor ook worden gecontroleerd op kortsluiting. |
| Alarm 9804 240 VAC AARDLEK EN/OF Alarm 993 SHORT CIRCUIT EN/OF Alarm 103 AXIS SERVO ERROR TOO LARGE |
Mogelijk is er koelvloeistof op de as-servomotor terechtgekomen. | Inspecteer de motor op binnendringen van koelmiddel. Voor VMC-machines kunnen nieuwe servomotor worden besteld om koelmiddel te verminderen. Zie HBC-N 03-13-25. Als de motor wordt vervangen vanwege binnendringen van koelmiddel, zorg er dan voor dat u de as servomotor bevestigingsafdekking bestelt voor motoren met een compatibele motorbevestiging. Raadpleeg het referentiedocument VF/VR-X/Y-motorbevestigingafdekking voor het controleren van de motorbevestigingen en hun afdekkingen. In dat document staan ook de onderdeelnummers om te kunnen bestellen. |



Sigma-5 servomotoren, contactloze encoders voeren het seriële gegevens signaal naar de besturing uit. Als het seriële gegevens signaal ontbreekt of onbetrouwbaar wordt, genereert het besturingselement een fout in seriële gegevenscommunicatie. Elektrische ruis kan ervoor zorgen dat het seriële gegevens signaal van het coderingsprogramma onbetrouwbaar wordt en valse alarmen veroorzaakt. Volg de onderstaande Handleiding voor probleemoplossing om de ruis in het systeem te elimineren.
Gebruik voor een 40 pK Vector Drive met zes aders [1] ferrietkern art.nr. 64-1254.
Gebruik voor een 40 pK Vector Drive met drie aders [2] ferrietkern art.nr. 64-1252.
Gebruik voor een 20 pK Vector Drive met zes of drie aders [3, 4] ferrietkern art.nr. 64-1252.

Corrigerende actie:
Controleer de connector [1] op de Maincon. Zorg ervoor dat deze niet beschadigd is.
Controleer de kabel. Kijk voor tekenen van beschadiging of stijfheid. De connector [4] heeft twee behuizingen [2, 3] voor de kabel pinnen.

Als de pinnen in de motor zijn geduwd, moet u de motor en kabel bij elkaar te vervangen.
Zorg ervoor dat de kabel aan beide uiteinden stevig is aangesloten. Plaats beide verbindingen opnieuw. Zorg ervoor dat de kabel is geïnstalleerd in de juiste aansluiting op de Maincon-of MOCON-PCB.
Controleer de connector bij de motor. Zoek naar losse verbindingen tussen de motor en de kabel of tussen de stekkerklemmen van de kabel en de versterker. Controleer op vervuiling van de connector.
Voor VMC-machines kunnen nieuwe servomotor worden besteld om koelmiddel te verminderen. Zie HBC-N 03-13-25.
OPMERKING: Trek voorzichtig aan de kabels bij het controleren op losse verbindingen aan de kant van de versterker. Als u te hard aan de kabels trekt kunnen ze beschadigd raken.

Zoek naar sporen van beschadiging en stijfheid in de kabel en connector. Koppel de voedingskabel los van de versterker en de motor. Meet de weerstand tussen begin en einde (rode, witte en zwarte draad) en tussen de aansluiting en aarde (groen/gele draad). Zorg ervoor dat de metingen resulteren in een open verbinding. Zie de onderstaande tabel als referentie.
OPMERKING: Als de machine last heeft van intermitterende kortsluitingsalarmen, verplaats dan de as naar de plaats waar de kabel het meest gebogen is voor u deze test uitvoert. Dit kan de kans op het opsporen van een intermitterende kortsluiting vergroten.
| Referentietabel servovoedingskabelbedrading | |||
| Functie | Kleur | Motorzijde | Versterkerzijde |
| Fase A | Rood | Een | Stekker |
| Fase B | Witte | B | Stekker |
| Fase C | Zwarte | C | Stekker |
| Chassisaarde | Groen/geel | D | Ring |
| Vlechtkabel | Vlechtkabel | Niet verbonden | |

Voer een continuïteitstest uit tussen de aardedraad en de gevlochten afscherming. Als de continuïteitstest mislukt, is de kabelafscherming beschadigd.
Opmerking: als de machine last heeft van intermitterende kortsluitingsalarmen, verplaats dan de as naar de plaats waar de kabel het meest gebogen is voor u deze test uitvoert. Dit kan de kans op het opsporen van een intermitterende kortsluiting vergroten.

Controleer elk been van het ene uiteinde van de kabel op het overeenkomstige been aan de andere kant van de kabel voor continuïteit. Zie de bovenstaande tabel voor de bedrading. Als er een open verbinding is, is er een probleem met de kabel.
Opmerking: als de machine last heeft van intermitterende kortsluitingsalarmen, verplaats dan de as naar de plaats waar de kabel het meest gebogen is voor u deze test uitvoert. Dit kan de kans op het opsporen van een intermitterende kortsluiting vergroten.

Gebruik het volgende probleemoplossingsdiagram om te bepalen of de motor, de versterker of de kabel defect is.
Ontkoppel de voedingskabel van de as van de motor als Alarm 993 SHORT CIRCUIT optreedt. Druk op [RESET] en torn de as.
Als Alarm 103 AXIS SERVO ERROR TOO LARGE optreedt, dan is de motor defect. Als een ander Alarm 993 SHORT CIRCUIT optreedt, dan is de kabel of de versterker defect.
Ontkoppel de voedingskabel van de as van de motor en de versterker om te bepalen of de kabel of de versterker defect is. Druk op [RESET] en torn de as.
Als Alarm 993 SHORT CIRCUIT wordt gegenereerd, is de versterker defect. Als Alarm 103 AXIS SERVO ERROR TOO LARGE genereert, is de kabel defect.

Corrigerende actie:
Maak de voedingskabel aan motorzijde los en controleer deze. Controleer of de motorconnectoren niet vervuild zijn: vervuiling met koelvloeistof kan storingsalarmen voor de aandrijving genereren en de versterker beschadigen. Controleer of de kabel ook op de corresponderende versterker is aangesloten.
Voor VMC-machines kunnen nieuwe servomotor worden besteld om koelmiddel te verminderen. Zie HBC-N 03-13-25.
Meet de weerstand van de pennen A, B en C op de motorstekker naar de massa van het chassis.
Voer een continuïteitstest uit tussen de aardingpen en de aarding van het chassis. De multimeter moet piepen of minder dan 1 Ohm weerstand aangeven voor continuïteit, anders is er kortsluiting in de motor. Meet de weerstand tussen de pennen met het label A, B en C. Zie de onderstaande tabel voor de weerstandswaarden.
OPMERKING: De nominale wikkelweerstand is toegevoegd aan de tabel voor de vierdraads testmethode. Als u een multimeter gebruikt, gebruik dan de kolom met typische weerstandswaarden voor de te verwachten waarden.

DC-1 30 conus - motor gereedschapscarrousel zonder rem
Belangrijk: machines die vóór 3/1/2025 zijn gebouwd, hebben de motor zonder rem.
De DC-1 gereedschapscarrouselmotor is een sigma7 04 motor. Het basisdiagram voor de fasen is anders dan bij andere asmotoren.
Deze afbeelding toont de pinnen op de motorconnector:
OPMERKING: de Gnd -pin [1] moet langer zijn dan de andere pinnen zoals weergegeven in de afbeelding.
OPMERKING: De nominale wikkelweerstand is toegevoegd aan de tabel voor de vierdraads testmethode. Als u een multimeter gebruikt, gebruik dan de kolom met typische weerstandswaarden voor de te verwachten waarden.
Motortype |
Haas-art.nr. |
MPN |
Motor size |
Nominale wikkelweerstand (Ohm) |
Typische met een DMM gemeten wikkelweerstand (Ohm) |
Sigma 5 |
62-10011/ 62-10010 |
SGMGV-09ADA-HA11/ SGMGV-09ADA-HA21 |
9 |
0,894 |
0,9 |
62-10013/ 62-10012 |
SGMGV-13ADA-HA11/ SGMGV-13ADA-HA21 |
13 |
0,554 |
0,6 |
|
62-10015/ 62-10014 |
SGMGV-20ADA-HA11/ SGMGV-20ADA-HA21 |
20 |
0,291 |
0,4 |
|
62-0101/ 62-10027 |
SGMSV-30ADV-YA11/ SGMSV-30ADA2E |
30 |
0,179 |
0,3 |
|
Sigma 7 |
62-0127B |
SGM7A-02AFK-HA21 |
2 |
6,5 |
6,6 |
| 62-4445 | SGM7A-04A7D61 | 4 | 4,3 | 4,2 | |
62-0117/ 62-0124 |
SGM7G-09AFA-HA11/ SGM7G-09AFA-HA21 | 9 | 0,882 | 1.0 | |
62-0119/ 62-0118 |
SGM7G-13AFA-HA11/ SGM7G-13AFA-HA21 |
13 |
0,557 |
0,6 |
|
62-0120/ 62-0123 |
SGM7G-20AFA-HA11/ SGM7G-20AFA-HA21 |
20 |
0,286 |
0,4 |
|
62-0122/ 62-0121 |
SGM7G-30AFB-HA11/ SGM7G-30AFB-HA21 |
30 |
0,177 |
0,2 |
|
Mitsubishi J5 |
62-0138/ 62-0141 |
HK-ST102WK-S101212/ HK-ST102WBK-S101212 |
9 |
1,254 |
1,4 |
62-0137/ 62-0140 |
HK-ST172WK-S101212/ HK-ST172WBK-S101212 |
13 |
0,807 |
0,9 |
|
62-0142/ 62-0139 |
HK-ST202AWK-S101212/ HK-ST202AWBK-S101212 |
20 |
0,558 |
0,7 |
|
Mitsubishi J3 |
62-0087/ 62-0088 |
HF-SP81MK-S12/ HF-SP81MBK-S12 |
9 |
1,149 |
1,4 |
62-0089/ 62-0095 |
HF-SP131MK-S12/ HF-SP131MBK-S12 |
13 |
0,692 |
0,8 |
|
62-0096/ 62-0097 |
HF-SP181MK-S12/ HF-SP181MBK-S12 |
20 |
0,456 |
0,5 |
|
Driehoek |
62-0108/ 62-0109 |
ECMC-FW1308RS/ ECMC-FW1308SS |
9 |
0,737 |
0,8 |

Corrigerende actie:
Plaats de verbinding voor connectors P3, P4 of P5 op de I/O-PCB.
Meet de spanning over de rode en zwarte kabels.
Druk op [EMERGENCY STOP]. Er mag geen spanning zijn.
Druk op [RESET] om de alarmen te wissen. De spanning moet tussen 20-30 VDC.
Controleer de aansluiting op de rem van de motor [2] en de voedingsconnectoren [3] op verontreiniging. Plaats de aansluitingen opnieuw.
Als er geen spanning aanwezig is, raadpleegt u:
Download en vul de onderstaande checklist voor het inspectierapport van de kogelomloopspil in voordat u werkstukken vervangt.


| Symptoom | Mogelijke oorzaak | Corrigerende actie |
Alarm 103 SERVO FOUT TE GROOT Alarm 104 SERVO FOUT TE GROOT Alarm 105 SERVO FOUT TE GROOT De beweging van de as is erg ruw wanneer de as is Jogged. Er is ongewone ruis wanneer de as beweegt. |
Er is onvoldoende smering. | Controleer de kogelschroef op de juiste smering. |
| De kogelomloopspil of kogelomloopmoer is beschadigd. | Controleer de kogelschroef en de kogelomloopmoer op beschadigingen. | |
| De kogellagers zijn beschadigd. | Controleer de kogellagers op beschadigingen. | |
| kogelomloopspil uitlijning | kogelomloopspil uitlijning | |
| Defecte voedingskabel | Controleer de servomotor - Handleiding voor probleemoplossing voor verdere instructies over het oplossen van een defecte kabel | |
| Verkeerd uitgelijnde kogelomloopspil koppeling | Als de machine is gecrasht, is de koppeling mogelijk uitlijning verwijderd. Raadpleeg het gedeelte Koppeling van deze procedure voor meer informatie over het uitlijnen van een koppeling. OPMERKING: Het is belangrijk om problemen met een defecte kabel op te lossen voordat u de |
|
| Alarm 108 V AXIS SERVO OVERLOAD | kogelomloopspil uitlijning | kogelomloopspil uitlijning |
| Het snijgereedschap is niet scherp of beschadigd. | Installeer een nieuw apparaat of een nieuwe tool insert. | |
De positie van de as wordt niet herhaald binnen de specificatie. Inconsistente nauwkeurigheid, positionering, speling. |
Er is onvoldoende smering of de smering is vervuild. | Controleer de kogelschroef op de juiste smering. |
| De kogelomloopspil of kogelomloopmoer is beschadigd. | Controleer de kogelschroef en de kogelomloopmoer op beschadigingen. | |
| De balschroef koppeling is beschadigd. | Controleer de balschroef koppeling op beschadigingen. | |
| Er is overmatige thermische groei. | Corrigeer uw toepassing | |
| Dubbele kogelomloopspil GM-2 ondervindt verschillende en hoge belastingen tijdens een beweging op de X-as en slave (F1)-as. | Machine is mogelijk verplaatst tijdens verzending | Controleer voordat u corrigerende maatregelen neemt of de machine het volgende gedrag vertoont:
Let op: F1-as moet mogelijk zichtbaar worden gemaakt
Als uw machine deze problemen ondervindt, dient u een inspectie repor t en foutenrapport voor analyse aan Haas Service te verstrekken. Vul ook de inspectiechecklist voor dubbele kogelomloopspil in die zich aan het begin van dit document bevindt. Na de analyse worden verdere instructies gegeven. |
| Machine is gebouwd met kogelomloopspillen van klasse 7 en loodcompensaties zijn niet correct ingesteld |
BELANGRIJK: Machines zijn momenteel uitgerust met een hydraulisch contragewichtsysteem of een elektrische remmotor. Er moet in beide gevallen op worden gelet dat u de machine niet beschadigt of uzelf ernstig verwondt. Neem alle waarschuwingen en voorzorgsmaatregelen in acht en lees alle stappen van de procedure door voordat u begint met uitlijnen.
Als de machine is uitgerust met een hydraulisch contragewicht, moet een as-aanslagblok worden gebruikt om de spilkop vast te zetten. Verplaats de spil niet tijdens het onderhoud van de kogelomloopspil.
Als de servo-belasting niet consistent is, moet de volgende procedure worden gebruikt om de Kogelschroef af te stemmen:

Corrigerende actie:
Zorg ervoor dat er een lichte laag olie of vet op het oppervlak van de kogelomloopspil zit. Als dat niet zo is, Inspecteer dan het hele smeersysteem op lekkages en klompen, inclusief alle buizen, slangen en fittingen. Controleer op elke as op lekkages: Een lek op één as zorgt voor een gebrek aan smering op een andere as. Controleer op olie-of smeer plassen om de bron van het lek te helpen lokaliseren.
Opmerking: De Haas Liquid Grease smering systeem maakt gebruik van adapter fittingen [2] in de as-variëteiten [1]. De lineaire geleidetrucks en kogelomloopmoeren gebruiken restrictie fittingen [3]. De fitting van de restrictie heeft een spleet [5] tussen de draden en de stelschroef [4]. Dit zorgt ervoor dat het smeermiddel met spruitstukken de opening [4] passeert om de assen te smeren.
Zorg ervoor dat de juiste smering wordt gebruikt. Verwijzen naar Smeer-, smeer-en afdichtings tabellen voor Haas machine onderdelen.

Corrigerende actie:
Koppel de smeer inrichting [1] los van de kogelomloopmoer [2]. Verwijder de schroeven [3] die de balmoer [2] aan de balmoer behuizing bevestigen [4].
Ballscrew/Kogelomloopmoer
Scheid de kogelomloopmoer [2] van de balmoer behuizing [4]. Draai de balmoer [2] met de hand en houd de kogelomloopspil [5], zodat deze niet draait en de kogelomloopmoer [2] van de balmoer behuizing [4] weggaat.
De kogelomloopmoer [2] moet soepel draaien. Als er weerstand is of als deze bindt, zijn de kogelomloopspil [5] en de balmoer [2] defect.
Steunlager
Draai de kogelomloopspil [5] met de hand. Als er weerstand is of als het bindt, zijn de lagers defect. Verwijder de kogelomloopspil [5] en controleer de steun lagers en lagerverpakking om te bepalen welke onderdelen moeten worden vervangen.
BELANGRIJK: Machines zijn momenteel uitgerust met een hydraulisch contragewichtsysteem of een elektrische remmotor. Er moet in beide gevallen op worden gelet dat u de machine niet beschadigt of uzelf ernstig verwondt. Neem alle waarschuwingen en voorzorgsmaatregelen in acht en lees alle stappen van de procedure door voordat u begint met uitlijnen.
Als de machine is uitgerust met een hydraulisch contragewicht, moet een as-aanslagblok worden gebruikt om de spilkop vast te zetten. Verplaats de spil niet tijdens het onderhoud van de kogelomloopspil.

Corrigerende actie:
Verwijzen naar de Balschroef speling test procedure die geschikt is voor uw machine.
Schakel de machine uit en vergrendel deze. Verwijder de nodige covers om toegang te krijgen tot de as met het probleem. Verwijder het deksel van de asmotor.
Installeer de koppeling-installatie tool [1] op de motor koppeling. Draai de kogelomloopspil zodat u de schroef [4] voor de motor koppelingsklem zien.
Verwijder de motor schroeven [2]. Draai de schroef [4] los op de motorkoppelingsklem los. Verwijder de motor met de montage van de motorkoppeling-assemblage. Verwijder de kogelomloopspil toets [3]. Inspecteer op beschadiging of slijtage op de toets of de sleutel.
Opmerking: Als de asmotor wordt losgekoppeld van de kogelomloopspil, moet de raster verschuiving en de offset van het werk (zoals G54) opnieuw worden ingesteld. Ga naar Axis servo motor-set grid offset parameter.

Zorg ervoor dat het Flex Pack [5] in de koppeling niet beschadigd is. Het moet recht en strak samen worden samengeperst.
Opmerking: Als de asmotor wordt losgekoppeld van de kogelomloopspil, moet de raster verschuiving en de offset van het werk (zoals G54) opnieuw worden ingesteld. Ga naar Axis servo motor-set grid offset parameter.
UITLIJNING VAN DE KOPPELING:
Om de koppeling opnieuw op de motoras uit te lijnen, installeert u de bevestigingsbouten losjes en laat u de motor zweven totdat de koppeling gemakkelijk tussen zowel de motoras als de kogelomloopspil glijdt.
Koppel de bouten en controleer of de koppeling nog steeds gemakkelijk tussen de twee assen schuift.
Koppel de koppelingsklembout aan volgens de specificaties op __________.
Corrigerende actie:
U moet de machineassen opwarmen om de balschroeven op een normale temperatuur te brengen voor gebruik. U de machine automatisch opwarmen door bepaalde instellingen te wijzigen: Gebruik instellingen 158-160 of instellingen 109-112. Gebruik beide niet.
BELANGRIJK: Als uw toepassing betrekking heeft op het verplaatsen van een enkele as herhaaldelijk heen en weer over een klein gedeelte van de kogelomloopspil, de kogelomloopmoer zal opwarmen de kogelomloopspil en thermische expansie veroorzaken. Het zal ook niet goed smeren vanwege de korte slag. Om de paar minuten is het nodig om 80% tot 90% van de asverplaatsing te verplaatsen om het vet door de kogelomloopmoer te fietsen. Dit komt vaak voor op kleinere machines met een kleiner werkbereik.
Voor draaimachines: Ga naar het scherm DIAGNOSE. Controleer de Als de meting fluctueert of geen waarde heeft, moet u de thermische sensor op de kogelomloopmoer inspecteren.
Deze sectie is van toepassing op machines met dubbele kogelomloopspillen.

Open het bestand LSC.LSCX in het foutenrapport in een werkbladprogramma. Bepaal of ascompensatie is toegepast door naar de correctiekolom te kijken.
Opmerking: Compensatiewaarden variëren tussen machines.
Recently Viewed Items
You Have No Recently Viewed Items Yet
美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
Deze prijs is inclusief verzendkosten, export- en invoerrechten, verzekeringen en andere kosten tijdens verzending naar een locatie in Frankrijk die met u als koper is overeengekomen. Er kunnen geen andere verplichte kosten worden toegevoegd aan de levering van een Haas CNC-product.
BLIJF OP DE HOOGTE VAN DE NIEUWSTE TIPS EN TECHNOLOGIE VAN HAAS…
HAAS TOOLING ACCEPTEERT HET VOLGENDE:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255